

RFID模具管理应用方案
2022-05-24 16:19:39
rfid标签厂家
914
1.项目背景
随着国内汽车制造加工行业的发展,各种模具使用的数量日益增加,由于模具质量重体积大价值高种类繁多等特点,采用现有的人工纸质记录等方式已经无法及时有效的对模具资产进行管理,无法及时了解到模具的使用情况以及模具的储存 维修 报废等情况。
而模具的管理影响着制造加工企业产品的品质以及生产排期,所以模具的管理对提升制造企业效率以及资产安全管理尤为重要,引入先进的信息采集手段来替代现有的人工管理方式迫在眉睫。
2.用户需求分析
通过现场观察以及与贵司现场工作人员交流了解到目前在模具的管理方面存在如下需求:
1)模具使用次数统计:
在目前贵公司模具在冲床上进行冲压件的加工工艺时,整个模具的从上冲床直至模具出现损坏进行维修工作,使用者无法获知冲压模具的使用次数情况。
这种情况造成对于模具的使用情况以及模具的寿命目前无法进行有效监控,如果在生产加工过程中使用了已经产生质量问题的模具,会影响到该模具加工产品的品质。所以用户希望可以借助RFID技术来对已经在冲床上进行加工工作的模具进行管理,从而可以对模具的冲压使用次数进行统计,可以提前了解该模具的使用寿命,在加工过程中可以避免使用有瑕疵的模具,而影响到产品加工的品质。也可以提前预知模具的维修期限,提高后续的维修保养工作效率。
2)模具出入库管理
当前模具在进行出入库时,现场操作人员使用叉车将模具运送到仓库中,放置到货架上,然后仓库管理人员采购纸质记录的方式进行模具的进出和盘点管理。采用人工记录方式有以下缺点:
a.效率低:工作人员使用纸质记录每次出入库的情况,记录的效率较低,且有可能出现漏记的情况。
b.记录保存和检索工作复杂:采用纸质文档进行记录会产生大量的纸质文档,后续文档的归档保存需要专人管理,且如果需要调出某些出入库记录时,翻查调取工作也会增加人员的工作量,影响工作效率。
3)模具实时状态管理
当模具被放置到仓库货架之后,管理人员进行人工点数,采用纸质报表统计,按照内部规定周期性进行上报。人工管理方式影响了模具的盘点工作的效率,而对于盘点数据的实时性也有影响,管理人员无法在第一时间知晓仓库中模具的状态。
4)现场堆放的模具以及其他相关资产状态监控
除了在仓库中货架上放置管理的模具之外,在冲压车间中也随意堆放了一些模具以及相关的检具等资产,这些模具资产的状态目前无法进行监控。
5)模具维修保养数据记录
目前模具在进入到维修车间到完成维修,整个维修流程没有进行数据记录,在后续模具报废需要进行维修记录调阅的时候,无法提供相应的数据,管理人员无法得知模具的维修流程工艺等信息。
针对以上需求以及模具在管理中遇到的问题,在此引入RFID射频识别技术对模具从入厂到报废的全生命周期进行管理。
3.RFID技术介绍
射频识别(RFID)是一种无线通信技术,可以通过无线电讯号识别特定目标并读写相关数据,而无需识别系统与特定目标之间建立机械或者光学接触。
无线电的信号是通过调成无线电频率的电磁场,把数据从附着在物品上的标签上传送出去,以自动辨识与追踪该物品。某些标签在识别时从识别器发出的电磁场中就可以得到能量,并不需要电池;也有标签本身拥有电源,并可以主动发出无线电波(调成无线电频率的电磁场)。标签包含了电子存储的信息,数米之内都可以识别。与条形码不同的是,射频标签不需要处在识别器视线之内,也可以嵌入被追踪物体之内。
4.系统方案架构
该模具管理方案主要有以下几个功能模块构成:
模具冲压次数统计
模具出入库管理
模具状态检测
模具数量盘点
模具维修保养管理
5.解决方案
模具冲压次数统计
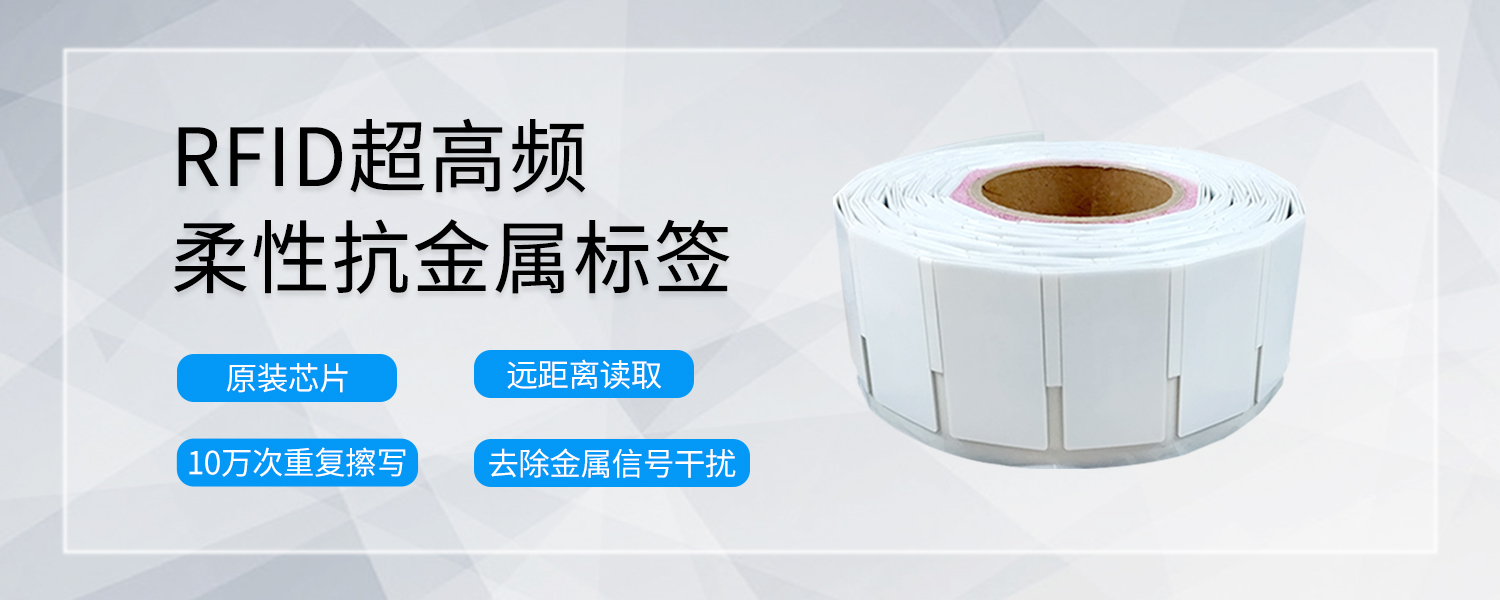
在模具四个面上分别固定4个UHF RFID抗金属标签,在冲床上安装UHF RFID读写器以及RFID天线,读写器默认状态下不进行读取工作并与冲床进行数据通信。
冲床对模具每冲压一次,传输一条指令给读写器并触发读写器读取模具上的标签一次,读写器将读取到的标签ID号传送到后台数据库中记录,表示该模具被冲压一次,以此来达来监测模具使用情况的目的。
模具出入库管理
在模具仓库出入口安装RFID读写器架设RFID天线,在出入口形成RFID信号覆盖。当工人使用叉车将粘贴RFID标签的模具运输到仓库经过RFID信号覆盖区域时即可被读写器读取到,读写器将读取到的数据传输到仓库出入库软件中,即可完成入库。
在仓库出入口架设两道RFID天线组成的识别通道,每一道通道的天线ID都不相同,以此来进行出库或者入库的逻辑判断。
模具状态监测
在仓库的货架上架设RFID天线,对货架上模具的RFID标签进行识读,将读取到的数据通过网络传输到后台系统,以帮助管理者及时了解当前模具在仓库中的状态。
模具维修保养记录管理
在维修车间出入口架设RFID读写器和天线,组成RFID通道,模具在损坏进入到维修车间,经过RFID通道被识别,即表示该模具有被维修的记录。
模具数量盘点
车间人员配备RFID手持式读写器,在手持式读写器上安装RFID盘点程序,当需要进行盘点工作时,盘点人员使用手持式设备对车间里所有模具上的标签进行读取,并将读取到的数据与手持机软件上的盘点清单进行比对,如果与清单没有出入则所有模具资产数量正确。反之,模具资产数量出现异常,工作人员即可进行排查。
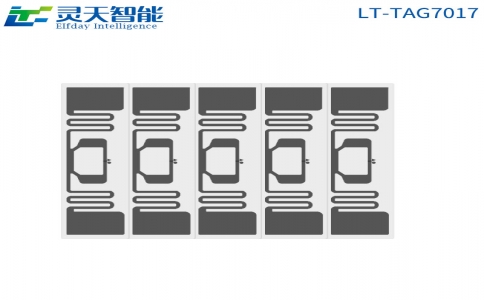
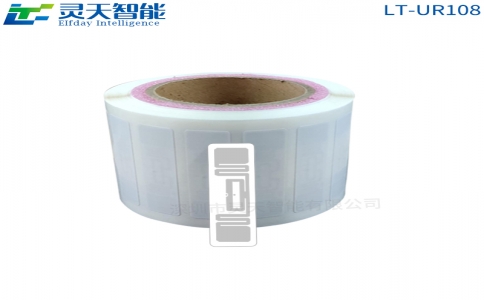
6.产品选型
PCB材质的通用型超高频抗金属标签,其在安装于金属物体表面的情况下,具有良好的读写性能;产品性能稳定,室内使用期限超过10年,是目前应用比较广泛的电子标签之一。

产品功能:
产品出品形式 单品
天线材质: 铜+金
芯片连接方式: 正邦定
芯片固定方式: 环氧树脂黑胶
背胶: 3M9448 或3M 300LSE
印刷,打印: 可订制
特性: IMPINJ M4芯片中心频率922M,可应用于宽频使用在840-960M均有突出读写表现。
标签材质: PCB
裸签颜色: 黑色,黑色阻焊剂
工作温度: -20℃至+75℃
储存温度: -40℃至+120℃
过孔材质: 金
焊盘材质: 金
测试读写距离: 根据实际使用情况而定,空气中1W手持机约3米,1W固定式读写器7米以上,或更远.

产品介绍
1. 体积小巧,并支持以太网供电(PoE),安装方便理速度快;
2. 金属外壳,散热效果佳;
3. 内置高速处理器,可自主操控或外接工业电脑;
颜色:黑色
尺寸:115*93*25mm
防护等级:IP65
工作频率:中国频率&欧洲频率
接口协议:EPC Class1 Gen2 ISO18000-6C
功能接口:RJ45、RS-232(包含4 PIN GPIO)
天线数量:内置天线,搭配不同模块组合,可外接单天线或四天线,SMA(母头)
最大功率:30dB
工作温度:—20°C~+50°C
存储温度:—40°C~+70°C
工作湿度:< 90%
UHF桌面发卡器

CY-URD-105桌面发卡器是一款高性能的超高频RFID读写器,基于高集成度的RFID引擎ASIC设计,结合专有的高效处理算法,在保持高识读率的同时,实现对电子标签的快速读写处理,可广泛应用于个人身份识别、会议签到系统、门禁系统、防伪及生产过程控制等多种无线射频识别(RFID)应用系统。
特点:
充分支持EPC C1G2(ISO18000-6C)协议
工作频率902~928MHz或865~868MHz(可以按不同国家或地区要求调整)
支持定频或跳频发射工作方式
读取距离从0~10CM(可以根据不同场合的需要进行调整)
标签缓存容量:370张@最长128bitsEPC或120张@最长496bitsEPC
低功耗设计,支持USB接口供电或外接单+9V供电
稳定性高,室温下长期连续满负荷工作不发热
可连续24小时×365天工作
面板天线

产品介绍
面板天线是RFID同类产品中最基本也是最核心的产品之一。该产品读卡稳定、开发方便、通讯优化、计算编程简单、系统安装灵活、有完善的开发板和技术支持、性价比高。
产品参数
频率范围:902-928MHz
增 益:8 dBi
波瓣宽度:E-Plane 65°, H-Plane 65°
驻 波 比:≤1.35
极化方式:圆极化
最大功率:100W
输入阻抗:50Ω
抗风强度:216Km/h
接 头:N-female
工作温度:-30C°~60C°
防护等级:IP54
天线尺寸:225mm长×225mm宽×35mm高
重 量:1kg








 广东省东莞市中堂镇潢涌工业横路2号7栋8层
广东省东莞市中堂镇潢涌工业横路2号7栋8层  400-807-2289
400-807-2289  daysr@qyswf.com
daysr@qyswf.com  周一至周六:8:30~20:00
周一至周六:8:30~20:00